包丁の製造工程
関では、各分業化された職人の作業で包丁ができています。 各包丁メーカーは、材質と寸法のプレス抜き身が在庫されています。 お客様の注文に応じて刻印プレスで名前を入れ、作業に入る。 現在、納期的な日数は受注後、約3ヶ月~6ヶ月かかります。 職人が少人数のため徐々に時間が長引くようです。
1.材料
メーカー日新製鋼・大同特殊鋼・愛知製鋼・武生特殊鋼材・その他
コイル材と板材で入荷


コイル材、矯正ロールにて延ばしながら必要な寸法に切断


ステンレス材、鋼材、板厚と板巾に分別される。


2.プレス
プレス抜加工
種類別の金型によるプレス加工
ハンドル、カシメピン用穴あけプレス


金型
プレス抜きカス

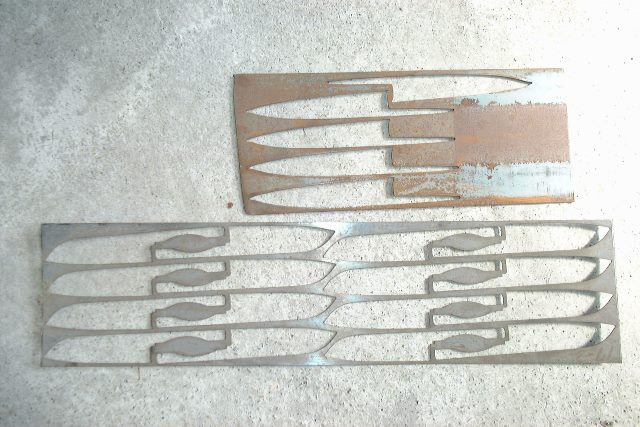
プレスで抜身に刻印で名入する。

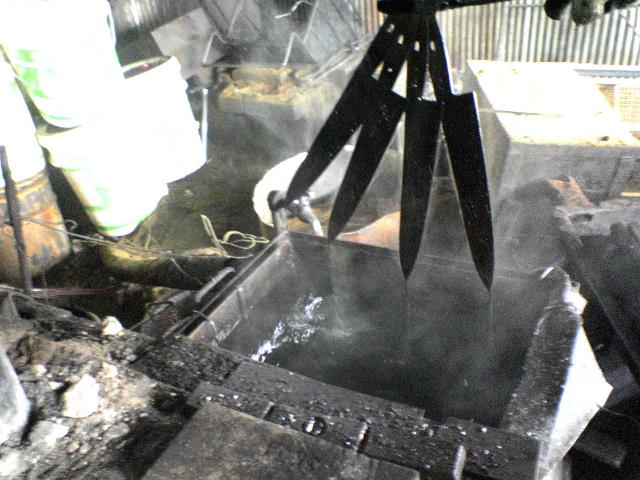
3.熱処理
焼入れ:焼入れとは、炭素により鋼の組織に変化を与えその変化により、硬くならしめる事をいう。
鉛で温度を上昇する。
780℃で一定にする。


鋼の焼入れは通常約780℃に温度を上昇し材料組織が完全オーステナイト化の後、油冷によってオーステナイトからマルテンサイト組織にする。 ステンレスは、通常約1050℃に温度を上昇させ無酸化焼入。サブゼロ処理にする。
780℃に上昇した抜身
油冷する。


油冷された抜身
歪防止

焼戻し: 焼入れしたものは非常に硬くもろい性質をもち、これに靭性を加えるために材料規定温度に再度温度上昇させる。 160℃~200℃で1時間保持する。

硬度試験: ロックウェル硬度試験機により硬度の規格値を調べる。

歪取り: 焼入れ表面処理などによる曲がりを修正する。

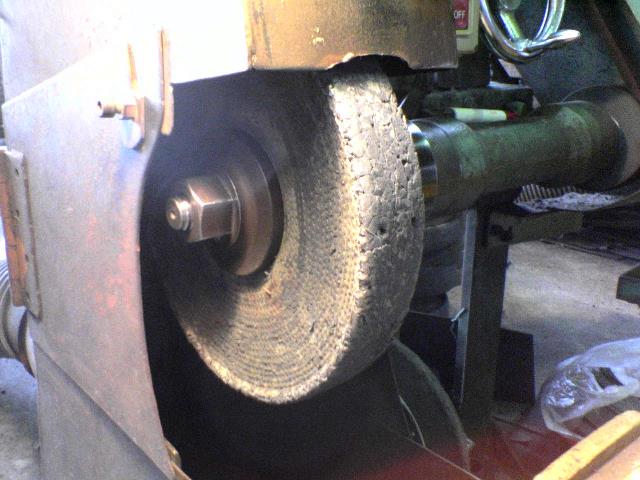
4.研削
片面式ワン型自動研磨機により、ニューポリノイト砥石を使用し刃厚を一定に研磨する。
左右片面ずつ研削する。


研削砥石


研削、出来上がり。

5.口金溶接
鋼は、アーク溶接(手動)または、CO2溶接(半自動)、ステンレスは、アルゴン溶接により溶接する。
アーク溶接(手動)


口金付け、溶接ロボット

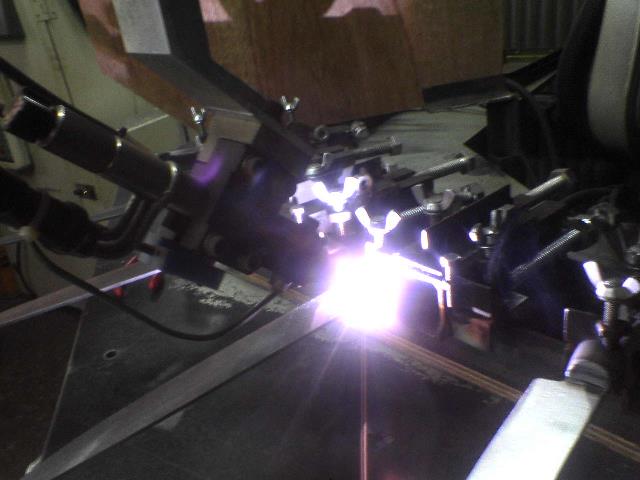
口金を付けることにより食品のハンドル内への進入を防ぐ事が出来る。


6.水研ぎ
鋼は、アーク溶接(手動)または、CO2溶接(半自動)、ステンレスは、アルゴン溶接により溶接する。
二次歪取り: 研削機、口金の溶接などの曲がりを修正する。

水研ぎ(刃肉取): 研削したものの刃になる部分をさらに薄く研削し鋭さをつける。



小刃付け: 3~4工程をかけて切れ刃にする。

背研ぎ: グラインダー及び羽布でクラック、キズを取り除く。

7.羽布研磨
1:荒仕上 部分的に研磨の目など残りを除去。 #100~#120
2:中仕上 荒仕上の部分を再度細かく仕上る。 #150 3:仕上
エメリー等を羽布に添付し全体に 研磨する。 #180~#200

8.柄付け
種類別に(ローズ・黒檀・黒合板)分け、柄付けをして磨きあげる。
カシメ用穴明け
カシメピンで固定する。


口金と木柄をスリ合わせる。
柄羽布で仕上る。


ハンドル・木柄・口金

9.刃付け
独自の水砥石を使用し、角度を一定にし本刃付け方法による仕上げ。

10.手入れ検査
最終歪取りを行い割れ、欠け等の検査

11.包装
汚れを落とし箱詰めする。
